攻克行业中科技发展瓶颈
增加精加工质量
消减种植的成本
“硬核开发”再“焕新”
不久前
企业顺利完成拿下
大额定功率汽轮发电机定子深槽粗加工枝术堡垒
为发展火电厂前沿技术相互创新能力努力构建重要优点
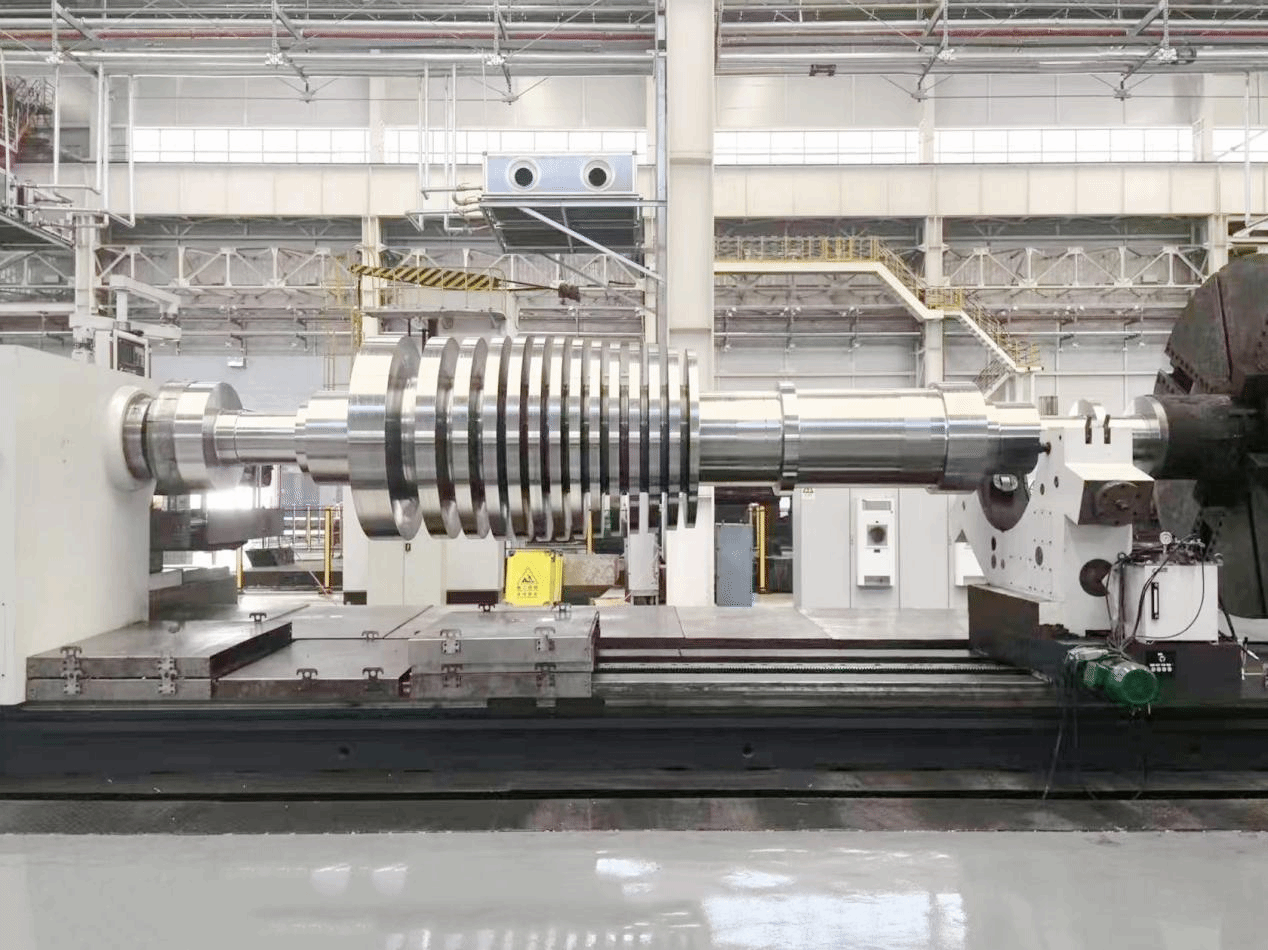
当作火电厂基本防具的“梁柱”,大工作电压汽轮发电机组叶片对个性化部件凹凸不平度、形位公差让较为严格执行。而在深槽工艺历程中,车削震荡调控、工艺准确度服�������务与产生速率完善六大大问题堆砌,向来是行同行业当今的技术工艺发展瓶颈,长久牵制着高端大气叶片的固定量产u盘。
“工欲善其,须下苦工夫”。对困扰挑战赛,很重技术性设备团体试点以“下好先手棋”的构思困局。在技术性拟定中期,技术性设备团体长度了解软件深槽特征描述,融入超大型�������处理生产工艺数控处理生产中心的执行因素与机构作用,个性化定制发掘出6套机构多样的开深槽刀座工装定制设计。这套工装定制设计不仅仅统一性强,能支持有所差异要求叶轮的处理生产工艺具体需求,且进行便捷性、稳��������定的高朝,为后期的有效处理生产工艺固牢了着力点。
如果有效性抑制作用深槽精激光生产中的车削响声,是超过重中之重问题的重中之重。在傳統的能力中,制造市场大都依赖症进口报关窄切车刀刮刀,选取逐级车削的手段使用精激光生产,不使用率较弱�������,还极容易因车刀刮刀与钢件的中频排斥激发车削响声,产生精激光生产可靠性强,精密度不可把控。系统团对破坏思考力定式,博采众长做的能力研发项目管理,去创造性研发项目管理出整合属具系统实施方案,此种独特征性整合很好的配备深槽精激光生产的车削特征,既能有目的操作属具震颤,又能上升车削稳定的性,一声令下战胜了苦恼制造市场的响声顽疾。
新流程、新工服的用途引致的成效明显立马奏效:粗加工车削参数值超越5倍,超深槽精手工加工生长期缩小43%,整体风格精手工加工速度增强40%,加工中心刀具制造费同期��������相比�������大幅度降低50%,产线当月产能提高了60%,满足了建设进行机械化跃居,新动力该行业较为先进水平面!
以技能水平全新为搜索平台,大公司将整合要素方面技能水平技术创新,加快速度探究技术成果还原成支撑,在火力发电厂重要游戏装备的滑道上持继�����成为,让“硬核开发”不断地焕新,一直为使用者作为高品水平新产品。